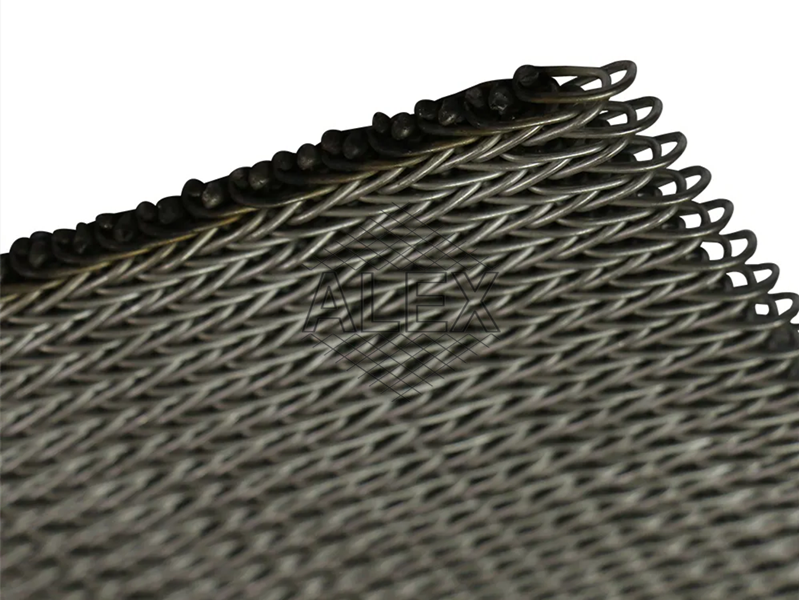
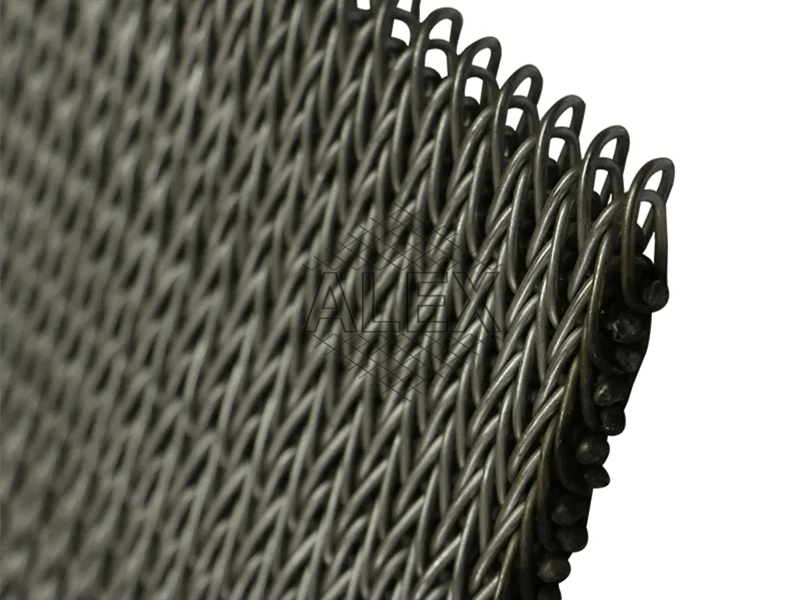
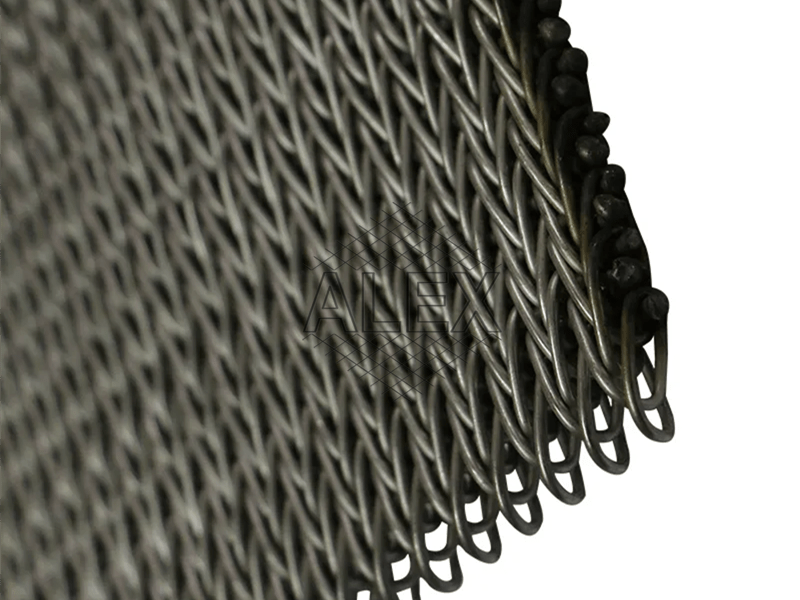
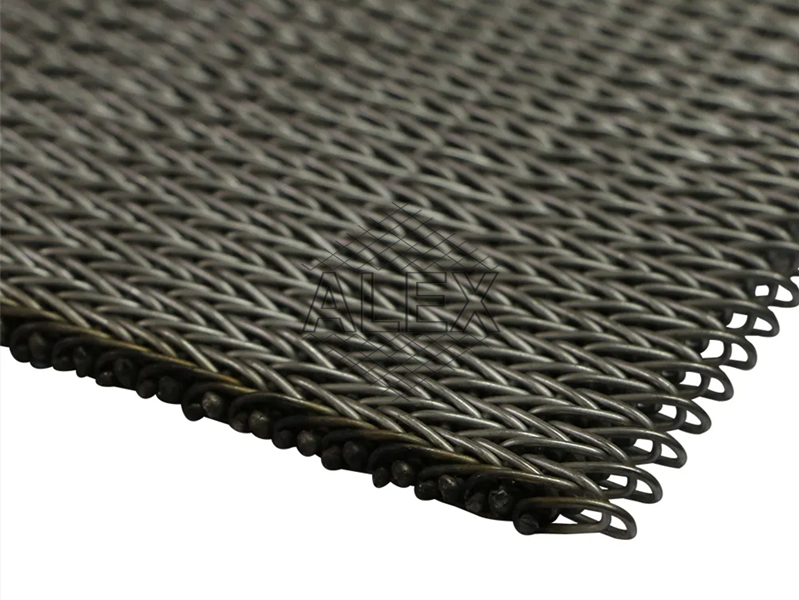
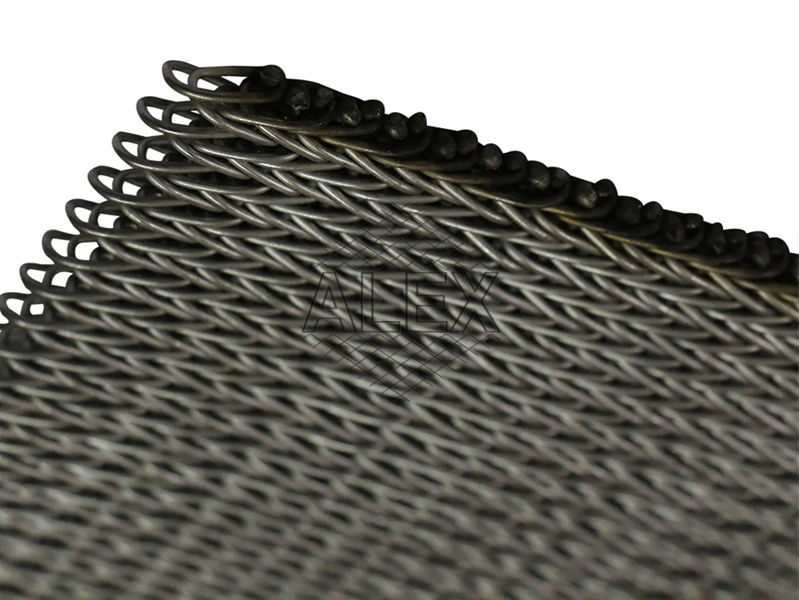
Compound balance conveyor belt could block the leakage of small objects.
The conveyor belt is capable of handling heavy loads with ease and precision.
This wire belt serves as a game-changer in modern material handling processes across various industries.
Material:
1. Spring wire
2. 45 # steel wire
3. Galvanized wire
4. Carbon steel wire
5. 201 stainless steel wire
6. 304 stainless steel wire
7. A3 low carbon steel wire
8. 1Cr13 heat resistant steel wire
Key Features:
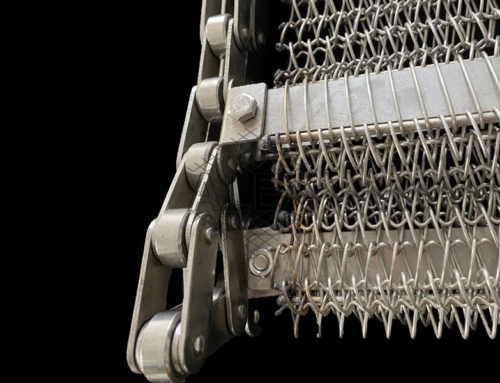
1. Self-balancing mechanism
Equipped with a unique balance system for stable and smooth conveying.
2. Reduced friction
Minimizes energy consumption and lowers operating costs.
3. Low maintenance
Requires minimal upkeep, enhancing overall productivity.
4. Enhanced safety
Integrated safety features ensure operator well-being and prevent accidents.
5. Versatility
Suitable for a wide range of industries, such as manufacturing, logistics, and more.

Advantages:
1. Increased efficiency
Enables seamless material flow, reducing downtime and enhancing productivity.
2. Space-saving design
Compact footprint optimizes available space in facilities.
3. Cost-effective
Lower maintenance and energy expenses contribute to cost savings.
4. Improved product quality
Gentle handling of materials preserves product integrity.
5. Easy integration
Can be seamlessly integrated into existing conveyor systems.
Applications:
1. Manufacturing
Facilitates the smooth transfer of raw materials and finished products.
2. Warehousing
Efficiently handles goods during packing, sorting, and distribution processes.
3. Mining
Suitable for transporting extracted materials from one point to another.
4. Food processing
Ensures gentle and hygienic conveying of perishable items.
5. Automotive
Ideal for assembly lines and moving automotive components.