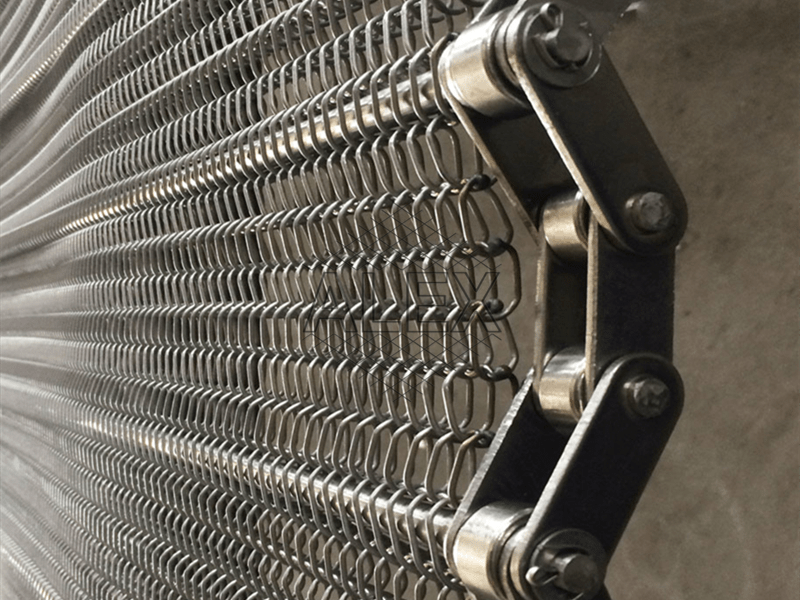
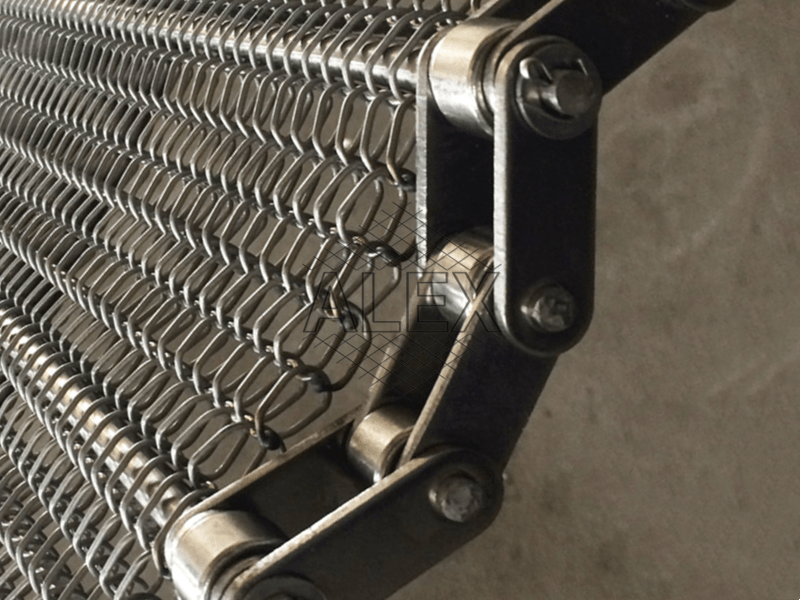
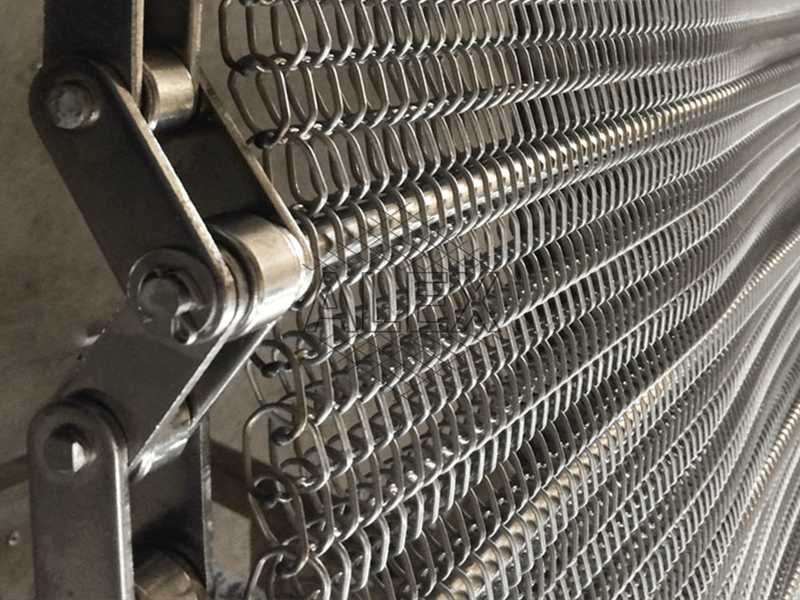
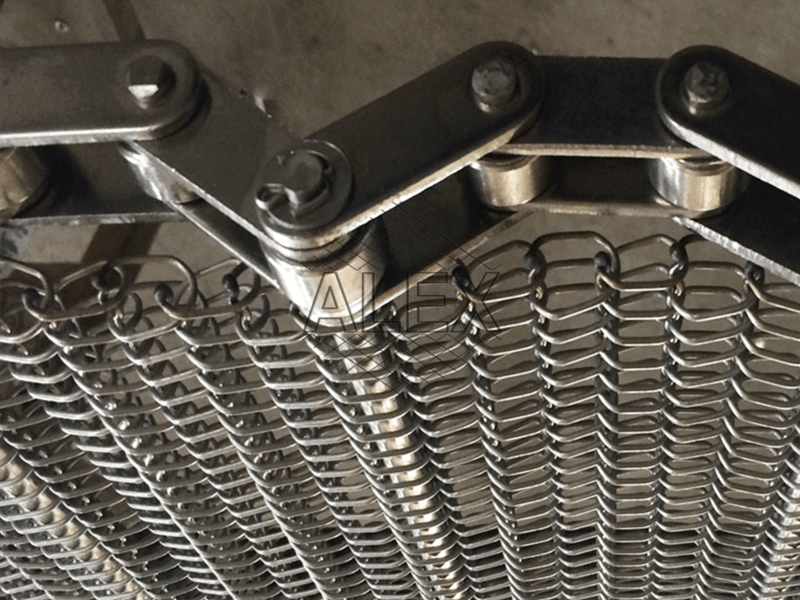
Chain driven conveyor belt is stable when working and it has a small transmission torque.
This conveyor belt is good at cornering performance.
The wire belt could realize 180-degree turn with smoothly.
Its surface is strong and durable and it is not easy to deform.
1. Efficiency:
The belts maximize production throughput.
2. Durability:
Robust materials ensure prolonged service life.
3. Heavy Loads:
Ideal for moving bulky and weighty items.
4. Precision:
Accurate and consistent movement for sensitive products.
5. Customization:
Tailored to suit specific application requirements.
6. Reliability:
Consistent operation reduces production interruptions.
7. Flexibility:
Suitable for horizontal and inclined conveying.
8. Safety:
Minimizes accidents with secure material transport.
9. Cost-Effective:
Long-term investment due to reduced replacement needs.
10. Versatility:
Adaptable to diverse industries and settings.
11. Quiet Operation:
Low noise emissions in the production environment.
12. Environmental Friendly:
Energy-efficient and eco-conscious.
13. Easy Installation:
Quick setup saves valuable time.
14. Space-Saving:
Compact design optimizes facility layout.
15. High Tension Strength:
Resistant to stretching or tearing.
16. Low Friction:
Reduces wear and tear on components.
17. Corrosion Resistance:
Suitable for harsh or wet environments.
18. Temperature Stability:
Operates reliably in extreme heat or cold.
19. Cleanliness:
Hygienic design for food and pharmaceutical industries.
20. Smooth Transitions:
Seamless transfer of materials between belts.
21. Positive Drive:
Prevents slipping or misalignment of products.
22. High Speeds:
Enables rapid material transfer and processing.
23. Visual Inspection:
Transparent design for easy maintenance checks.
24. Minimal Spillage:
Reduces product loss during conveyance.
25. Adaptability:
Integrated with automation for streamlined workflows.
26. Increased Productivity:
Enhances overall manufacturing efficiency.
27. Operator Safety:
Safeguards workers during material handling.
28. Global Applicability:
Suitable for diverse regions and industries.