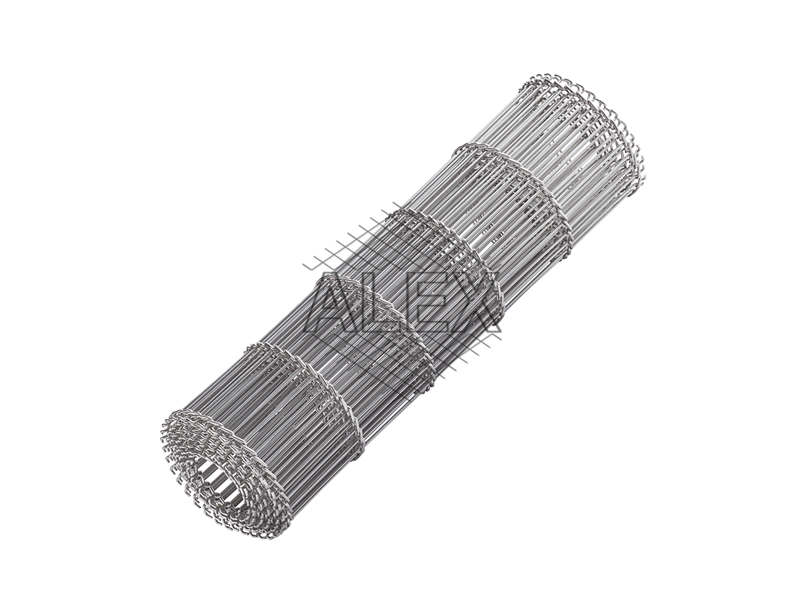
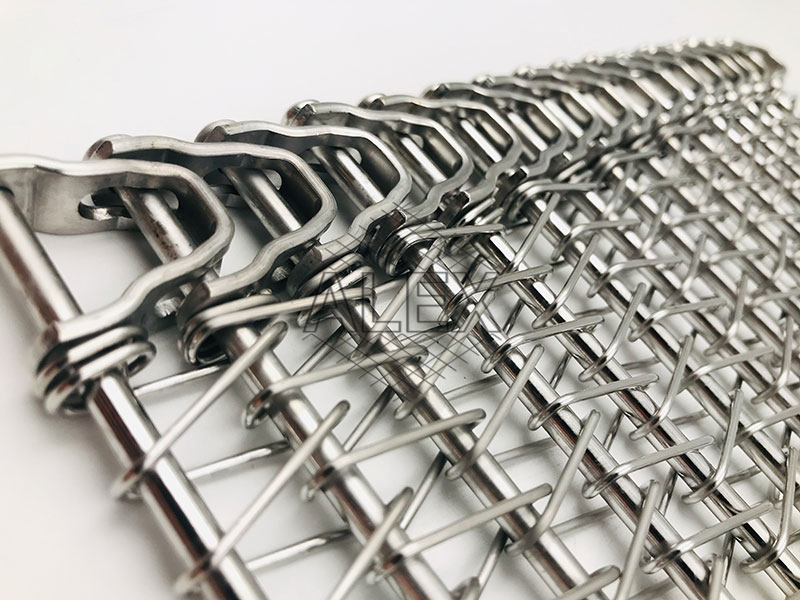
What is Belt Conveyor?
The wire belt is easy integration with other machinery in your production line.
This wire mesh conveyor belt is suitable for both small-scale and large-scale operations.
Industry Applications:
Belt conveyor finds extensive use in the automotive sector, streamlining assembly lines.
In warehouses, they facilitate efficient order fulfillment and inventory management.
The food industry relies on them for the safe and hygienic transport of products.
They enhance baggage handling systems at airports for quick and reliable luggage transfer.
In agriculture, the belt moves crops and grains with precision.
In mining, these conveyors transport heavy loads over long distances.
Pharmaceutical companies use them for the gentle movement of delicate products.
Recycling facilities benefit from the automated sorting and transport capabilities.
In manufacturing, they contribute to just-in-time production processes.
E-commerce companies employ the belt to expedite package shipping.
Benefits:
Cost-effective, saving time and resources.
Minimizes product damage during handling.
Enhanced workplace safety with automated processes.
Reduces human labor, decreasing operational expenses.
Streamlines operations, resulting in quicker product turnaround.
Increases overall productivity and output.
Adaptable to various environments and industries.
Low environmental impact due to efficient energy use.
Promotes a clean and organized workspace.
Customizable to meet specific production needs.