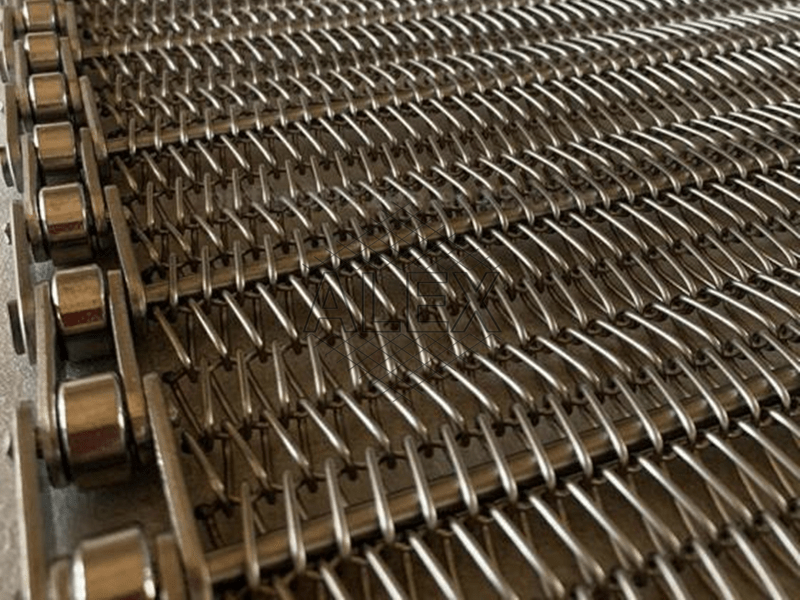
Chain driven transport belt is designed with efficiency and reliability in mind, it is an excellent choice for various industries and applications.
Features and Benefits
1. High Load-Bearing Capacity
2. Precise and Controlled Movement
3. Versatility
4. Low Maintenance
5. Enhanced Safety
Manufacturing
Efficiently moves heavy parts, components, and finished products along assembly lines, facilitating streamlined production processes.
Logistics and Warehousing
Enables the smooth transport of packages, pallets, and containers, optimizing logistics operations and enhancing supply chain efficiency.
Mining and Material Handling
Ideal for transporting bulk materials, ores, and mining products in mining operations, ensuring reliable and continuous material flow.
Food Processing
Meets strict hygiene standards and safely conveys food items during various stages of processing, packaging, and distribution.