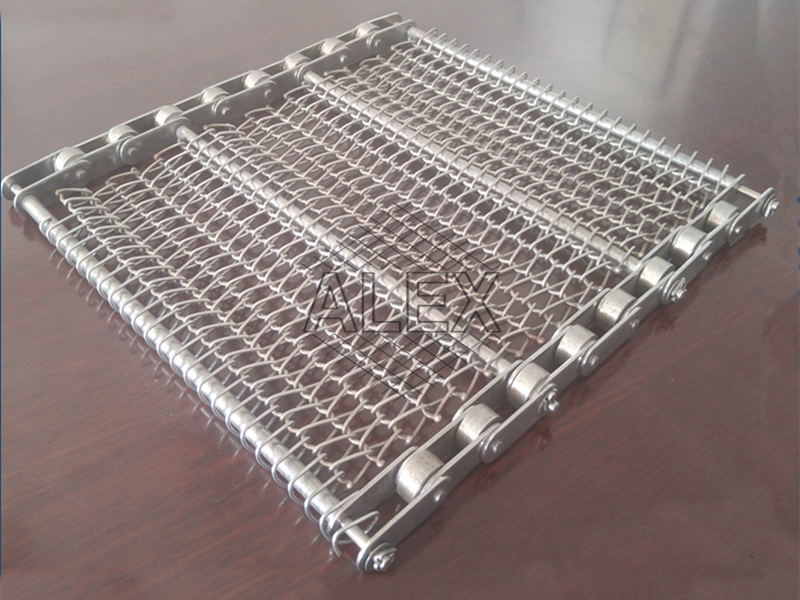
What Is Conveyor Belting?
The belt is the also named wire mesh conveyor belt.
This metal conveyor belt is very strong to the heavy goods.
As food conveyor belt, it is meets the FDA standard.
Conveyor Belting Key Features:
1. Robust construction
Built for lasting reliability.
2. High traction
Exceptional grip for smooth material handling.
3. Minimal maintenance
Reduced downtime and costs.
4. Easy installation
Streamlined setup for quick deployment.
5. Noise reduction
Quiet, efficient operation.
6. Corrosion resistance
Ideal for challenging industrial environments.
Advantages:
1. Increased productivity
Boost throughput and efficiency.
2. Cost-effective
Reduced operating and maintenance expenses.
3. Safety first
Enhance workplace safety with reliable conveyance.
4. Versatile applications
Suitable for various industries.
5. Custom solutions
Tailored to meet specific needs.
6. Eco-friendly
Contribute to sustainable practices.
Versatile Applications:
1. Mining operations
Seamlessly transport minerals and ores.
2. Agriculture
Efficiently handle crops and produce.
3. Manufacturing
Streamline production and logistics.
4. Warehousing
Optimize storage and distribution.
5. Food processing
Maintain hygiene and quality.
6. Construction
Move heavy materials with ease.
Global Markets:
1. United States
Widely used in industrial sectors.
2. China
Growing adoption in manufacturing and mining.
3. India
Trusted choice for agricultural needs.
4. Europe
Commonly used in logistics and distribution.
5. Brazil
Essential for mining and construction.
6. Australia
Ideal for resource extraction and farming.