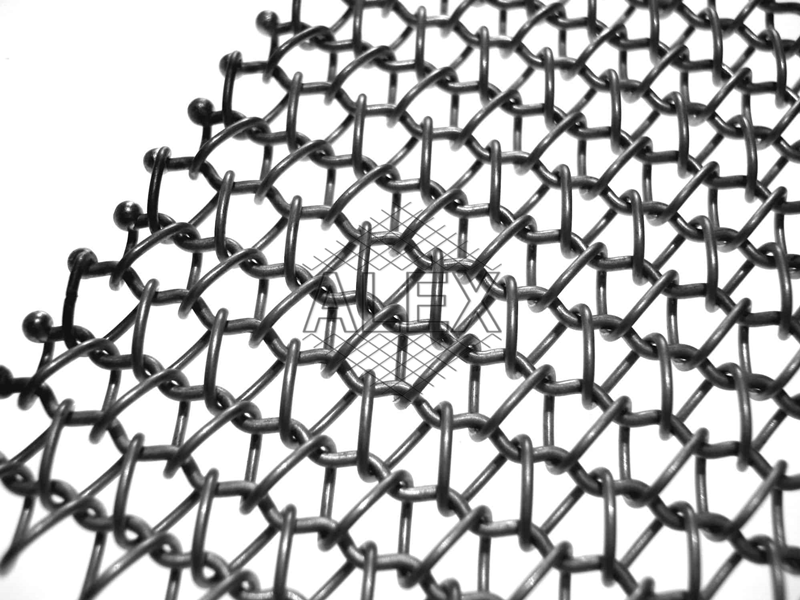
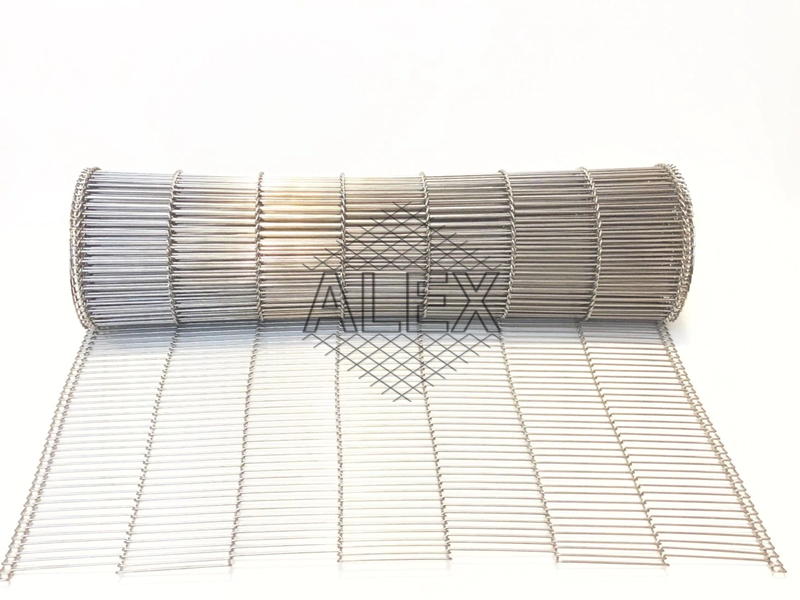
What is Wire Mesh Conveyor?
This conveyor belt could unleash the potential of seamless material handling.
It is ideal for diverse industrial applications.
Key Features
(1) Corrosion Resistance for Prolonged Lifespan
(2) High Strength for Heavy Load Capacity
(3) Precision Welding Ensures Structural Integrity
(4) Smooth Belt Surface Prevents Material Jams
(5) Temperature Resistance from -50°C to 800°C
(6) FDA-Approved Materials for Food Industry
(7) Modular Design Enables Easy Maintenance
(8) Minimal Noise for Operator Comfort
(9) Easy Integration with Existing Conveyor Systems
(10) Reduced Friction for Energy Efficiency
(11) Anti-contamination Design for Clean Environments
(12) Seamless Transitions for Delicate Materials
Industry Applications
(1) Automotive Manufacturing
(2) Food and Beverage Processing
(3) Pharmaceutical Production
(4) Electronics Assembly
(5) Logistics and Distribution
(6) Aerospace Engineering
(7) Textile and Apparel Industry
(8) Recycling and Waste Management
(9) Chemical Processing
(10) Renewable Energy Production
(11) Mining and Minerals Handling
(12) Building Materials Production
Customization Options
(1) Variable Belt Widths and Lengths
(2) Specialized Coating Options
(3) Adjustable Speed Controls
(4) Unique Mesh Configurations
(5) Integration of Sorting Mechanisms
(6) Conveyor Incline and Decline Options
(7) Additional Safety Features Available
(8) Dust Containment Solutions
(9) Integration of Sensors for Automation
(10) RFID Technology for Tracking
(11) Customized Control Panels
(12) Industry-Specific Certifications