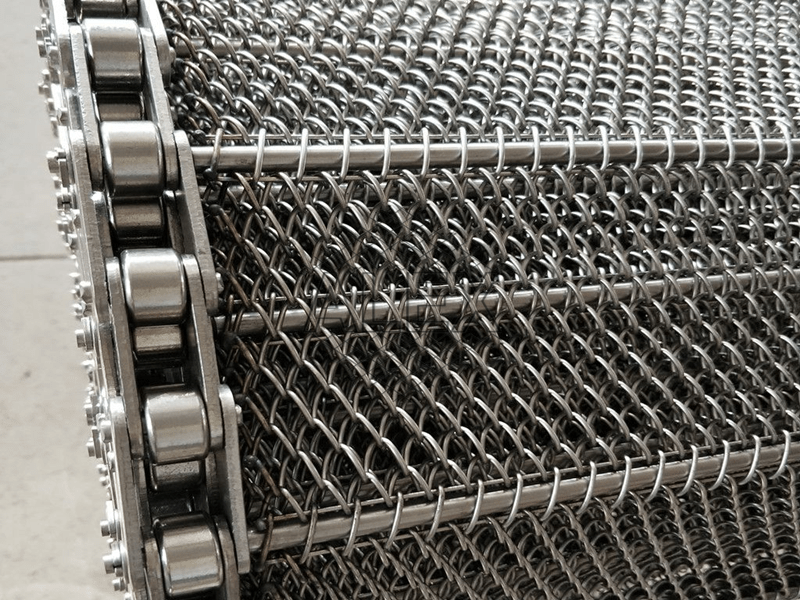
Chain wire conveyor belt is meticulously designed to withstand heavy loads and high temperatures.
The wire belt features a precise pitch pattern that facilitates smooth movement and efficient material handling.
Features:
1. The belt boasts excellent load-carrying capacity, making it suitable for heavy-duty applications.
2. It offers superior heat resistance, allowing it to function reliably in high-temperature environments.
3. The belt’s open structure promotes efficient air circulation, facilitating quick cooling and drying processes.
Advantages:
1. The belt enables efficient and continuous material transfer, enhancing productivity.
2. Its robust construction ensures minimal downtime and maintenance, resulting in cost savings.
3. The belt’s high strength-to-weight ratio enables the transportation of heavy loads with ease.
Usages:
1. The belt is widely used in industries such as mining, agriculture, and food processing.
2. It is ideal for conveying bulk materials, such as grains, ores, and aggregates.
3. The belt finds applications in heat treatment processes, such as annealing, drying, and curing.