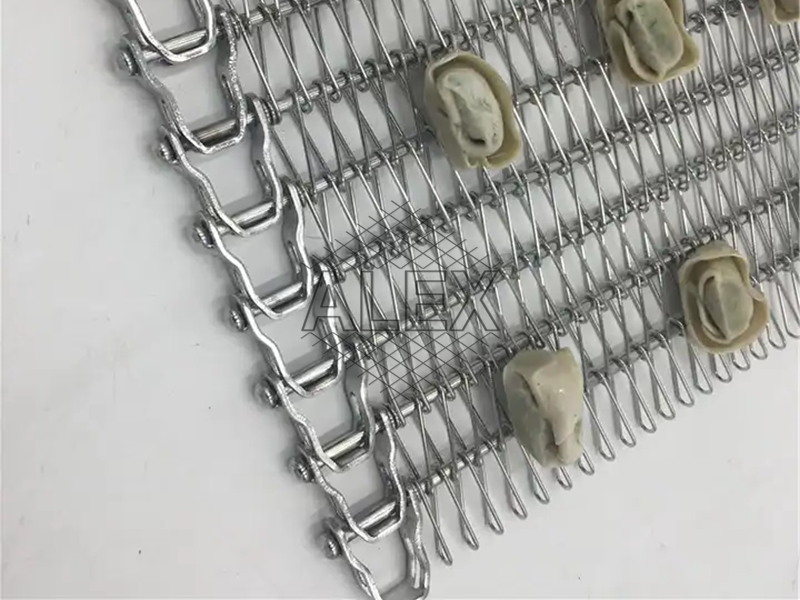
Cam Grid Wire Mesh Belt sets the standard for conveyor systems.
Its precision mesh design ensures product integrity during transport.
As the popular conveyor belt, It is ideally suited for food processing, automotive and other demanding industries.
1: Performance Excellence
(1) Unparalleled performance, meeting the demands of modern industries.
(2) Cam Grid Wire Belt excels in high-speed conveying applications.
(3) Precision engineering ensures smooth and efficient material flow.
(4) Superior load distribution minimizes wear and tear on components.
(5) Consistent operation, reducing downtime and increasing productivity.
(6) Adaptable to various temperatures, from freezing to high heat.
(7) Customizable options for specific industry requirements.
(8) Low-friction design enhances energy efficiency in conveyor systems.
(9) Noise reduction features for a quieter working environment.
(10) A reliable solution for heavy-duty conveying applications.
(11) Quick and easy installation, saving both time and resources.
(12) Cutting-edge technology for optimal material handling performance.
2: Unveiling Versatility
(1) Cam Grid Wire Belt transforms the food processing sector.
(2) Precision in automotive manufacturing with customized solutions.
(3) Beverage industry benefits from hygienic and efficient conveying.
(4) Perfecting pharmaceutical production through precision handling.
(5) Tailored solutions for electronics and semiconductor manufacturing.
(6) Supporting sustainable practices in recycling and waste management.
(7) Mining and aggregate industries achieve efficiency with Cam Grid Wire Belt.
(8) Poultry and meat processing elevated by specialized conveyor solutions.
(9) This Wire Belt in improving logistics and distribution.
(10) Elevating bakery and confectionery production with precision conveyance.
(11) Textile industry efficiency enhanced through advanced mesh design.
(12) The backbone of reliable and efficient material handling.

3: Sustainability Features
(1) Eco-friendly design promotes sustainable manufacturing practices.
(2) Recyclable materials contribute to a greener supply chain.
(3) Energy-efficient conveyor solutions reduce carbon footprint.
(4) The belt supports a circular economy in material handling.
(5) Minimized waste through precise and controlled material transport.
(6) Long-lasting components reduce the need for frequent replacements.
(7) Environmental responsibility integrated into every stage of production.
(8) Its design aligns with global sustainability goals.
(9) Enhanced durability results in reduced resource consumption.
(10) Innovative technologies for reduced water and energy consumption.
(11) Aligning with green certifications for environmentally conscious industries.
(12) A sustainable choice for businesses committed to reducing their ecological impact.
4: The Future of Conveying
(1) Paving the way for the future of material handling.
(2) Embracing technological advancements for continuous improvement.
(3) Research and development driving innovation in conveyor systems.
(4) Smart technology integration for real-time monitoring and control.
(5) The belt adapts to evolving industry needs.
(6) Investing in emerging materials for enhanced performance.
(7) Industry 4.0 compatibility for seamless integration with smart factories.
(8) Collaborative partnerships for pushing the boundaries of conveyor technology.
(9) Continuous improvement initiatives for increased efficiency.
(10) Global expansion, bringing the belt to new markets.
(11) Anticipating and addressing the challenges of tomorrow’s industries.
(12) A commitment to excellence, ensuring the belt remains the industry leader.