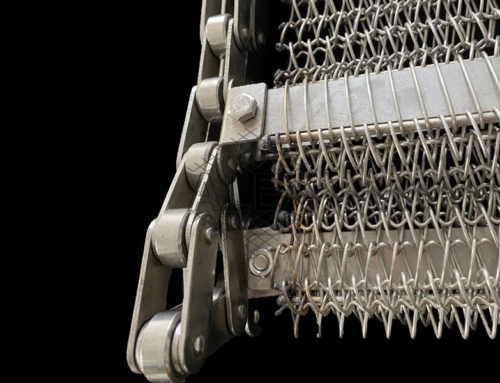
Food conveyor belt is a top-notch product designed for the food industry.
The wire belt boasts exceptional quality, seamless functionality, and an array of features that cater to various applications.
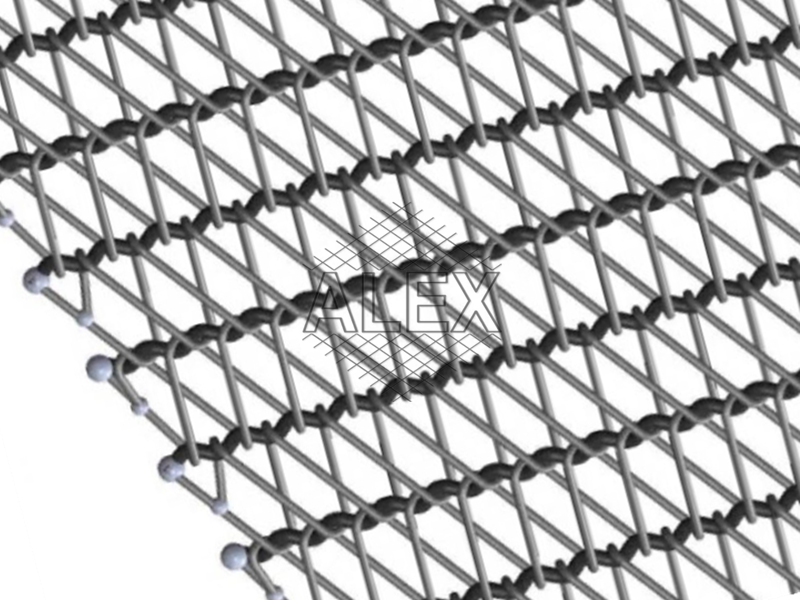
Food Conveyor Belt Specifications:
1. Material
High-grade stainless steel for corrosion resistance and hygiene.
2. Mesh Size
Precision-engineered to meet diverse food product requirements.
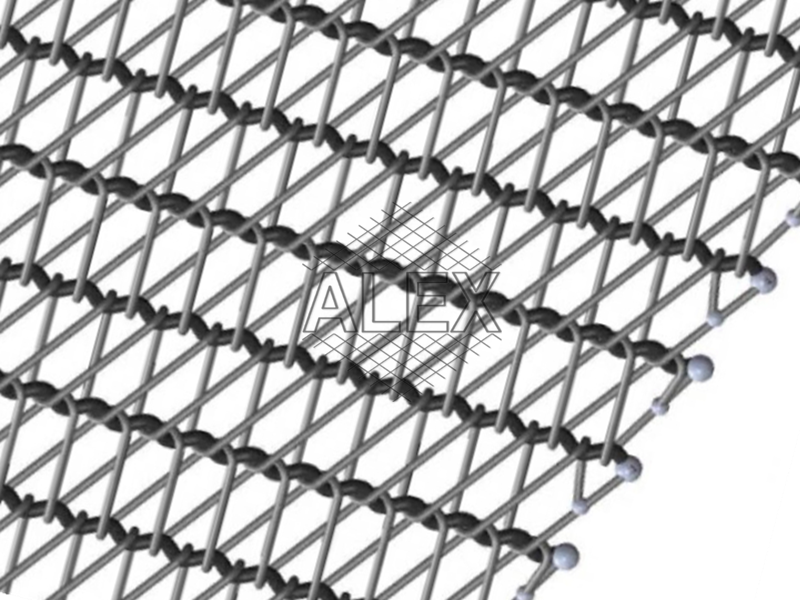
3. Wire Diameter
Available in multiple options for enhanced load-bearing capacity.
4. Belt Width
Customizable to fit specific conveyor dimensions.
5. Surface Coating
Food-safe coatings ensure compliance with industry standards.
Key Characteristics:
1. Durability
Robust construction guarantees long-lasting performance.
2. Smooth Operation
Low friction design for seamless material transport.
3. Easy Cleaning
Simple structure enables quick and efficient cleaning.
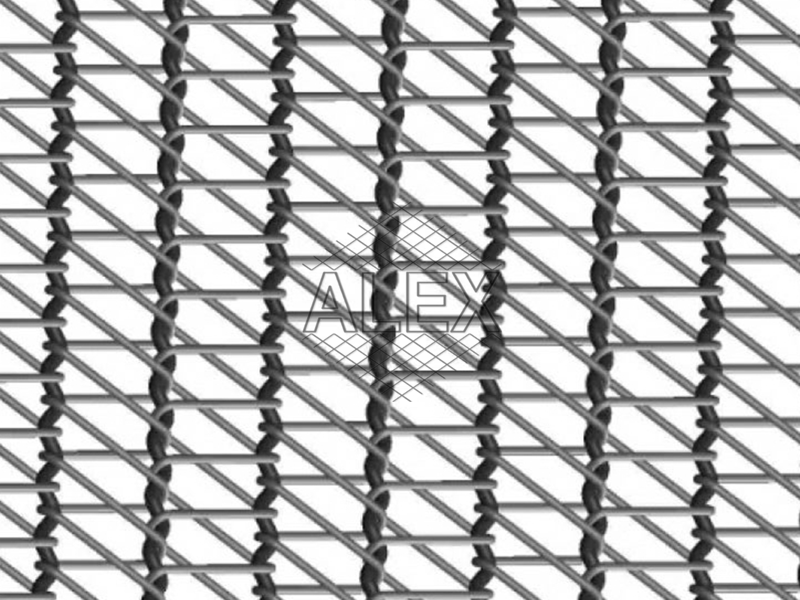
4. Precision Weaving
Uniform mesh pattern ensures consistent product support.
5. High Temperatures
Can withstand extreme heat during food processing.

Advantages:
1. Hygienic
Prevents contamination and maintains food safety.
2. Versatile
Ideal for conveying a wide range of food products.
3. Cost-effective
Reduces maintenance costs and downtime.
4. Time-efficient
Accelerates production and packaging processes.
5. Customization
Tailored to suit specific food industry needs.
Applications:
1. Baking and Cooking
Transports dough, cookies, and baked goods.
2. Fruit and Vegetable Processing
Conveys fruits, vegetables, and dried produce.
3. Meat and Poultry
Ideal for handling meat and poultry products.
4. Seafood
Suitable for seafood processing and packaging.
5. Snack Foods
Efficiently transports chips, snacks, and confectioneries.